




- Home
- >
- Stati fisici di fornitura dell’alluminio
Stati fisici di fornitura dell'alluminio
Definita la composizione chimica di una lega, il fattore fondamentale che ne influenza le caratteristiche meccaniche e tecnologiche è costituito dai trattamenti termici e meccanici cui essa viene sottoposta; in relazione a questo, le leghe di
Alluminio si dividono in due gruppi principali:
- leghe da tempra (2xxx, 6xxx, 7xxx)
- leghe da incrudimento (1xxx, 5xxx).
Tempra
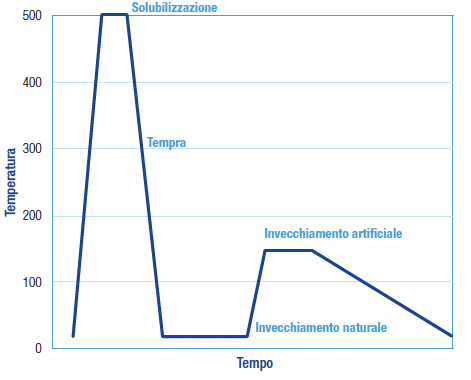
La tempra delle leghe di Alluminio è costituita in realtà da tre fasi distinte:
- solubilizzazione durante la quale gli elementi di lega entrano in soluzione nell’alluminio (ca. 500 °C);
- tempra ovvero rapido raffreddamento con acqua o getti d’aria;
- invecchiamento fase durante la quale si formano i precipitati degli elementi di lega responsabili dell’aumento di caratteristiche meccaniche.
L’invecchiamento può essere naturale, cioè avvenire a temperatura ambiente nel corso anche dei mesi successivi alla tempra, oppure artificiale, ovvero forzato attraverso un riscaldamento per alcune ore a temperature intermedie (100-200 °C). Successivamente per detensionare i prodotti temprati si effettuano generalmente trattamenti meccanici di stiratura o compressione; un trattamento termico talvolta utilizzato è la stabilizzazione per alcune ore (ca. 250 °C).
Stati fisici di fornitura (leghe da tempra)
| F | grezzo di fabbricazione |
| 0 | ricotto |
| T2XX | raffred. da lav. plast. ad alta temperatura - invecchiato nat. |
| T3XX | solubilizzato - temprato - lav. a freddo - invecchiato nat. |
| T4XX | solubilizzato - temprato - invecchiato naturalmente |
| T5XX | raffred. da lav. plastica ad alta temperatura - invecchiato art. |
| T6XX | solubilizzato - temprato - invecchiato artificialmente |
| T7XX | solubilizzato - temprato - stabilizzato |
| T8XX | solubilizzato - temprato - lav. a freddo - invecchiato art. |
| TX51 | detensionato con trazione controllata |
| TX52 | detensionato con compressione controllata |
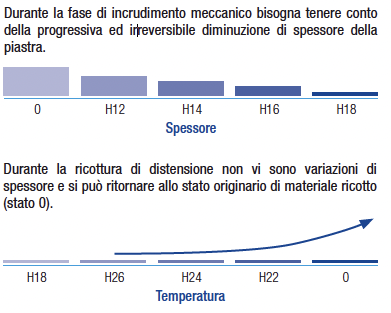
Incrudimento
Nelle piastre da incrudimento (quelle che per composizione chimica non possono essere temprate) l’aumento di caratteristiche meccaniche viene ottenuto unicamente per successive laminazioni intercalate con opportune ricotture.
Le laminazioni incrudiscono la piastra aumentandone le caratteristiche.
Le ricotture servono a restituire formabilità e rimuovere le tensioni, ma sono accompagnate da una perdita di caratteristiche meccaniche.
Stati fisici di fornitura (leghe da incrudimento)
| F | grezzo di fabbricazione |
| 0 | ricotto |
| H1X | incrudito |
| H2X | incrudito e rinvenuto |
| H3X | incrudito e stabilizzato |
| HX2 | 1/4 crudo |
| HX4 | 1/2 crudo |
| HX6 | 3/4 crudo |
| HX8 | crudo |
| H111 | ricotto e calibrato |
| H321 | 1/4 crudo con trattamento termico anticorrosione |